

Refuse derived fuel explained: transforming non-recyclable waste streams into usable energy
By Julien Van Elslander

In an ideal scenario, to achieve Avioxx’s mission of transforming non-recyclable waste destined for incineration or landfill into sustainable aviation fuel (SAF), waste would flow straight from household residual waste collection to the waste-to-liquid plant, but the reality is much more complex. To be suitable for the gasification process, waste feedstocks first need to be pre-processed.
What is RDF?
Refuse derived fuel is a broad term that covers all types of solid non-hazardous waste with sufficiently high energy or a high calorific value to be of interest for energy recovery by combustion. In essence, RDF is the material obtained from municipal solid waste (MSW) after removal of non-combustibles and recyclables.
The challenge with RDF lies in the heterogeneity of its composition, with variations in moisture, ash, energy and chlorine contents being some important parameters to control for a smooth gasification process. It is therefore crucial to understand its manufacturing process and typical composition.
RDF composition
RDF typically originates from municipal or industrial waste deposits that cannot be sorted and recycled because there are no mature recycling channels, or because its size, mix, interlocking or condition (quality) makes it impossible to be accepted in recycling or material regeneration plants. The waste originates from the following streams:
- Residual waste (black bin)
This is waste that has been screened for the exclusion of recyclable materials such as plastics, paper, and metals with the remaining fraction being processed into RDF feedstock. This results in a mix of biodegradable and non-biodegradable waste from the average household residual waste bin.

- Residues from material recovery facilities (MRF a.k.a. recycling plant)
These are recyclable waste fractions that are not recycled due to impurities, quality or size (paper, cardboard and plastics) and materials that are rejected in the absence of a mature recycling outlet or lack of capabilities at the specific MRF (e.g. multi material plastics, plastic films).
- Bulky waste
This is generally waste composed of wood, textiles, foam, certain plastics, paper and cardboard, and includes items such as mattresses, cabinets, and sofas.

- Mechanical-biological treatment (MBT) sorting rejects
MBT plants are facilities where the biodegradable fraction of general waste is treated before disposal. The composition of the rejects is similar to the sorting residue from material recovery facilities.
Turning waste into a new product
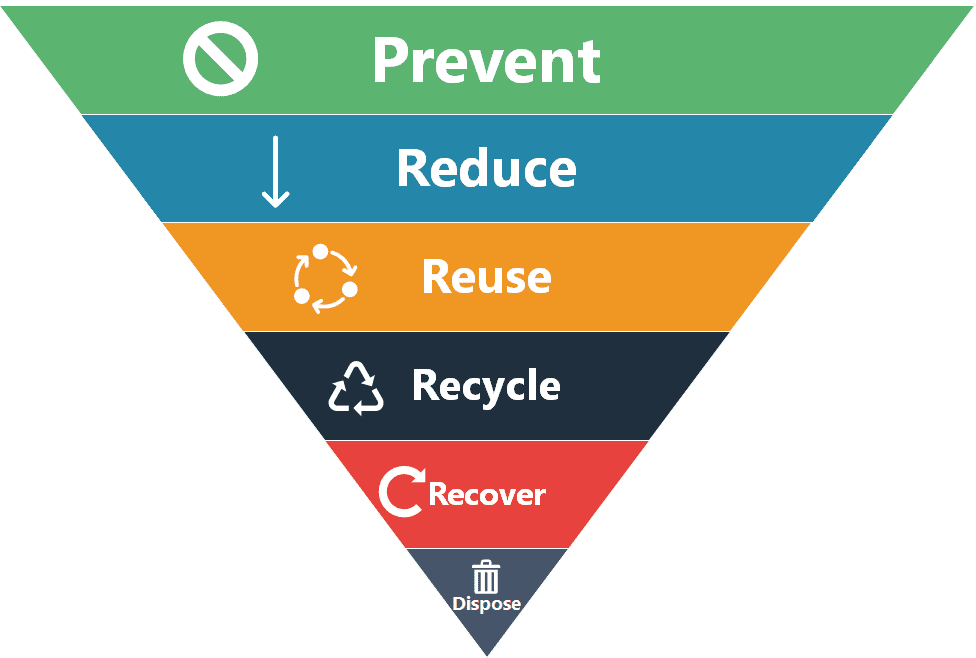
Waste products generally destined for energy recovery or landfill are being recycled by Avioxx, and therefore move up a rank in the waste hierarchy, by turning waste into a new product.
It is also important to note that RDF production is set to rise across Europe. In the UK, RDF is largely exported to compensate for a lack of processing facilities. 1.53Mt were exported from the UK in 2023, because there is no economic alternative to managing this waste domestically. Higher taxes on landfill makes export the cheapest waste management option and this situation is exacerbated by the high gate fee of waste-to-energy.
Avioxx can lower the gate fee as waste management is a secondary revenue driver complementing SAF sales. Avioxx would therefore contribute to the effort of keeping the waste in the UK and providing a local and competitive outlet for non-recyclable waste.
RDF quality requirements
Converting the waste feedstock to synthesis gas, or syngas, through gasification requires an understanding of particular waste characteristics such as:
- Moisture content
- Ash content
- Volatile matter content
- Fixed carbon content
- Calorific value
- Elemental composition
- Pollutants such as chlorine, bromine, mercury, and fluorine
- Biogenic carbon content
These RDF characteristics can be determined by following the EN ISO 21640 standard, which sets the methodology to determine feedstock characteristics. The ISO standard refers to RDF as Solid Recovered Fuel (SRF) and ranks it into 5 different classes based on quality with the objective of using a common language when referring to alternative fuels from waste.
The standardised RDF is therefore a highly refined type of fuel that has been produced to exact specifications and classed according to its moisture content, its calorific value, and its lower chlorine and mercury content.
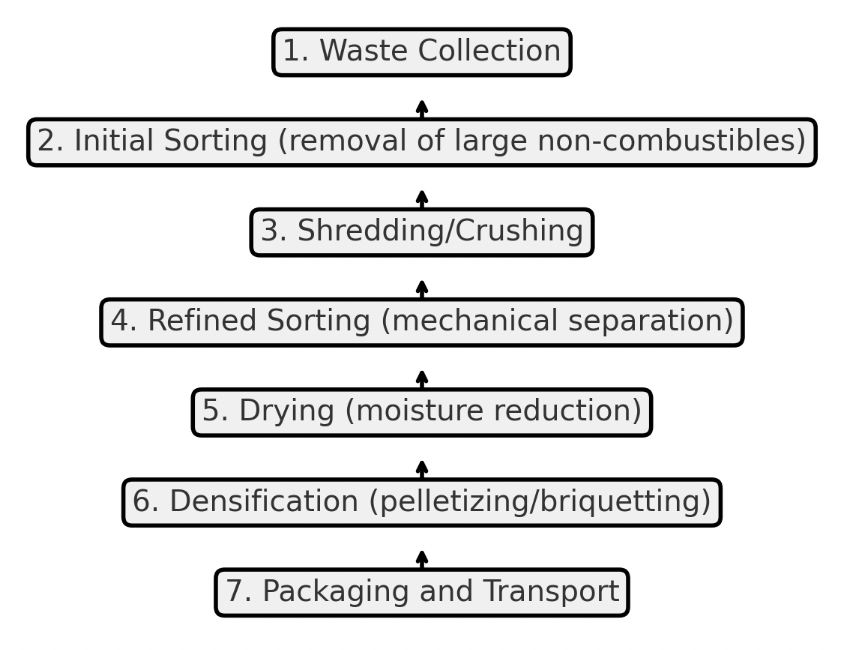
This process starts with the initial sorting of waste to remove large non-combustible items like metals, glass, and certain plastics. After the initial sorting, the waste is shredded or crushed into smaller pieces of uniform size to facilitate further processing.
Next, the shredded or crushed material undergoes a more refined sorting process, often involving mechanical separation techniques like air classification, magnetic separation, or screening to remove any remaining non-combustibles and recyclables. This ensures that the final RDF product has a higher calorific value and is more efficient as a fuel.
After sorting, the material is dried to reduce its moisture content (generally down from 50% to 20%), which is critical for improving its energy content and combustion efficiency. The drying process can involve air-drying, thermal drying, or a combination of both depending on the specific requirements of the RDF production facility.
Once dried, the material is often further compacted into dense, uniform shapes through pelletising or briquetting. This densification makes the RDF easier to handle, transport, and store, and ensures consistent performance when used as a fuel in industrial boilers, cement kilns, or power plants.
Failing to do so can lead to technical challenges that can affect the gasification process. These include:
- Insufficient or inconsistent energy content, making it difficult to reliably achieve the targeted temperature.
- Excessive moisture content, which may negatively affect net calorific value, grinding, and pulverisation.
- Elemental contaminants, which may cause undesired by-products during the process. Examples include chlorine, which can form by-products such as hydrochloric acid and dioxins that negatively affect processing equipment and generate toxic emissions, and mercury, which can cause various environmental and human health issues following the combustion process.
- Failure to meet physical and chemical requirements in terms of particle size, shape, density, or feedstock chemical composition leading to partial combustion or damage to the processing system.
Due to the variability and heterogeneity of the waste used for RDF production, a deep understanding of its composition and characteristics is fundamental for a successful gasification process.
The waste management industry is recognising the value of the molecules contained within the waste. Avioxx solves the problem of waste disposal through creation of sustainable fuel by re organising the molecules contained within the waste.
To learn more about the Avioxx waste-to-SAF process, please get in touch at info@avioxx.com.